Detailed Explanation of the Injection Molding Process for PP, PE, PVC, PS, and ABS

Injection molding is a widely used core process in the plastics processing industry. Due to differences in chemical and physical properties, different plastic types
require distinct injection molding processes, parameter settings, and key operational points. This article will focus on five common plastics: polypropylene (PP),
polyethylene (PE), polyvinyl chloride (PVC), polystyrene (PS), and ABS, providing a detailed analysis of the key technical details of the injection molding process
to provide a reference for industry production.
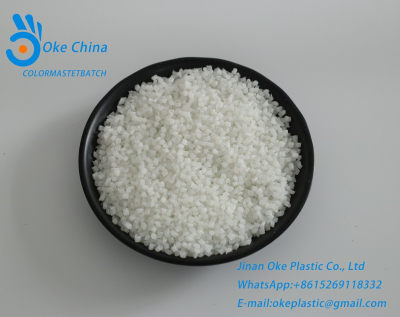
Polypropylene, often referred to as "PP," is also known as "unbreakable glue" for its excellent fracture resistance. This translucent, semi-crystalline thermoplastic
material offers advantages such as high strength, excellent insulation, low water absorption, high crystallinity, high heat distortion temperature, and low density.
Common fillers used in modification processes include glass fiber, mineral fillers, and thermoplastic rubber. The flowability of PP varies significantly depending
on its application, with the flow rate of commonly used PP falling between that of ABS and PC. During injection molding, pure PP is inherently translucent ivory
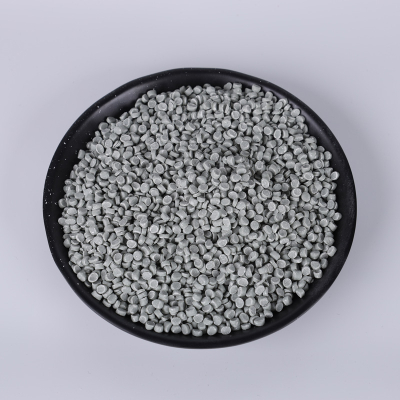
white, but can be dyed to produce a variety of colors. Standard injection molding machines require masterbatch dyeing, while machines equipped with independent
plasticizing elements (with enhanced mixing capabilities) can use color powders. PP products intended for outdoor use typically require the addition of UV
stabilizers and carbon black fillers. The proportion of recycled material added must be strictly controlled within 15%. Exceeding this ratio can lead to reduced
product strength and decomposition and discoloration. However, PP generally does not require special drying prior to injection molding.
In terms of injection molding equipment selection, PP processing does not require specific requirements. However, due to its high crystallinity, a computerized
injection molding machine with multi-stage control and high injection pressure is required. The clamping force is typically calculated at 3800t/m², and the injection
volume can be controlled between 20% and 85%. Mold and gate design are equally critical. The mold temperature should be set between 50-90°C. Parts requiring
high dimensional accuracy should use a higher mold temperature, and the core temperature should be at least 5°C lower than the cavity temperature. The
recommended runner diameter is 4-7mm. Pin gates should be 1-1.5mm long and have a minimum diameter of 0.7mm. Edge gates should be as short as
possible (approximately 0.7mm), with a depth of half the part's wall thickness and a width of twice the wall thickness. This should gradually increase with the
length of the melt flow within the mold cavity. Furthermore, the mold must have good venting properties, with vent holes between 0.025mm and 0.038mm deep
and 1.5mm thick. To avoid shrinkage marks, large, rounded gates and circular runners are required. Rib thickness should be controlled at 50-60% of the part's wall
thickness. It is worth noting that homopolymer PP parts should not exceed 3mm in thickness (otherwise, bubbles are likely to form). Copolymer PP should be
used for thick-walled parts. Regarding melt temperature control, PP has a melting point of 160-175°C and a decomposition temperature of 350°C. However, the
temperature during injection molding should not exceed 275°C, and a melt temperature of 240°C is ideal. The injection speed should be selected based on actual
conditions. High-speed injection is preferred to reduce internal stress and deformation, but this is not suitable for some grades of PP and certain molds (possibly
resulting in bubbles and air marks). If light and dark streaks extending from the gate appear on the surface of the engraved pattern, a lower injection speed and
increased mold temperature are recommended. The melt back pressure is generally set at 5 bar, but can be increased appropriately when using pigmented
materials. Higher pressures are required for both injection and holding stages, with injection pressures ranging from 1500-1800 bar and holding pressures
approximately 80% of the injection pressure. Holding pressure is typically switched to 95% of the full injection stroke and maintained for a longer period. After
molding, the product should be immersed in hot water to prevent shrinkage and deformation caused by post-crystallization.
Polyethylene (PE), a crystalline material, has extremely low hygroscopicity, with a moisture content of no more than 0.01%. Therefore, pre-molding drying is not required. PE's molecular chains are highly flexible, with low interbond forces, resulting in low melt viscosity and excellent fluidity. This allows for the production of thin-walled, long-flow parts without requiring excessive pressure during molding. However, PE exhibits a wide range of shrinkage, with significant shrinkage values and pronounced directional behavior. LDPE shrinks by approximately 1.22%, while HDPE shrinks by approximately 1.5%, making it susceptible to deformation and warping. Therefore, mold cooling conditions significantly influence shrinkage, ensuring uniform and stable cooling. PE has a strong crystallization capacity, and mold temperature significantly influences the crystallinity of the molded part. Higher mold temperatures slow melt cooling, resulting in higher crystallinity and strength. Although PE has a low melting point, its high specific heat capacity consumes considerable heat during plasticization, requiring high heating power in the plasticizing unit to improve production efficiency. PE also has a narrow softening temperature range, making the melt susceptible to oxidation. During processing, oxygen must be avoided to prevent degradation of the molded part's quality. PE parts are soft and easy to demold. If the part has shallow side grooves, forceful demolding can be used. Furthermore, PE melt exhibits minimal non-Newtonian properties, with viscosity minimally affected by shear rate and temperature. However, the melt cools slowly, requiring sufficient cooling. Therefore, the mold requires a superior cooling system. Direct feed can increase stress, leading to uneven shrinkage and increased directional deformation, necessitating appropriate feed port parameters. PE has a wide molding temperature range, and small temperature fluctuations during flow have no impact on injection molding. PE also exhibits excellent thermal stability, exhibiting no significant decomposition below 300°C, which does not affect part quality. Regarding specific process parameters, the barrel temperature should be set based on the PE density, melt flow rate, injection molding machine type, and part shape. Since PE is a crystalline polymer, its crystals absorb heat during melting. Therefore, the barrel temperature should be 10°C above its melting point. For LDPE, the barrel temperature should be controlled between 140°C and 200°C, and for HDPE, 220°C. The temperature should be kept at the rear of the barrel at its minimum and at the front at its maximum. Regarding mold temperature, LDPE should be maintained between 30°C and 45°C, while HDPE should be increased by 10°C to 20°C. Regarding injection pressure, given PE's excellent fluidity, a lower pressure (typically 50-100 MPa) should be used, except for thin-walled, slender parts. For simple, thick-walled parts, the injection pressure can be further reduced, while for complex, thin-walled parts, the pressure should be increased.
Polyvinyl chloride (PVC) is widely used in a variety of applications, including water supply pipes, household plumbing, house siding, commercial machine casings, electronic product packaging, medical equipment, and food packaging. As an amorphous material, PVC is often treated with additives such as stabilizers, lubricants, processing aids, colorants, and impact stabilizers. It exhibits properties such as non-flammability, high strength, excellent weather resistance, and geometric stability. It is resistant to oxidants, reducing agents, and strong acids, but is easily corroded by concentrated oxidizing acids such as concentrated sulfuric acid and nitric acid, and is not suitable for contact with aromatic hydrocarbons or chlorinated hydrocarbons. In injection molding, the melting temperature of PVC is a critical process parameter. Improper parameters can easily lead to material decomposition, and its flow properties are poor, resulting in a narrow processing range. High-molecular-weight PVC is more difficult to process (requiring the addition of lubricants to improve fluidity). Therefore, the industry primarily uses low-molecular-weight PVC, which also exhibits extremely low shrinkage, typically only 0.2-0.6%. Specific injection molding process conditions are as follows: Drying is generally unnecessary; the melt temperature must be controlled between 185°C and 205°C, and the mold temperature between 20°C and 50°C; injection pressure can reach a maximum of 1500 bar, with a maximum holding pressure of 1000 bar; injection speed must be moderate to avoid material degradation; all conventional gate types can be used for runner and gate design. For small parts, pinpoint or submerged gates (minimum diameter 1mm) are recommended, while fan gates (thickness minimum 1mm) are recommended for thicker parts.
Polystyrene (PS) applications include product packaging, household goods (such as tableware and trays), and electrical applications (such as transparent containers,
light diffusers, and insulating films). Most commercial PS on the market is a transparent amorphous material with excellent geometric stability, thermal stability,
optical transparency, and electrical insulation. It also has minimal hygroscopicity and is resistant to water and dilute inorganic acids. However, it is corroded by
strong oxidizing acids such as concentrated sulfuric acid and may swell and deform in some organic solvents. Its typical shrinkage is 0.4-0.7%. For injection molding,
if properly stored, PS generally does not require drying. If drying is necessary, drying at 80°C for 2-3 hours is recommended. The melting temperature range is
180-280°C, with the upper limit for flame-retardant PS being 250°C. The mold temperature should be set between 40-50°C. The injection pressure should be
controlled between 200-600 bar, and a fast injection speed is recommended. All conventional runner and gate designs can be used. ABS plastic is widely used in
automobiles (instruments, tool compartments, wheel covers, and mirror housings), refrigerators, high-strength tools (hair dryers, blenders, food processors, and
lawn mowers), telephone housings, typewriter keyboards, and recreational vehicles (golf carts and jet skis). It is a copolymer of acrylonitrile, butadiene, and styrene,
each with distinct properties: acrylonitrile imparts high strength, thermal stability, and chemical stability, butadiene provides toughness and impact resistance, and
styrene ensures easy processing, a high finish, and high strength. Morphologically, ABS is an amorphous material, with the ternary copolymer forming a two-phase
structure: a continuous styrene-acrylonitrile phase and a dispersed polybutadiene rubber phase. ABS's properties are primarily determined by the ratio of its three
monomers and its two-phase molecular structure, which allows for high flexibility in product design. Consequently, over a hundred different ABS grades are available
on the market, offering diverse properties ranging from medium to high impact resistance, low to high gloss, and varying high-temperature distortion characteristics.
ABS also boasts exceptional processability, excellent appearance, low creep, superior dimensional stability, and high impact strength. Regarding injection molding,
ABS is hygroscopic and must be dried before processing. Drying at 80-90°C for at least two hours is recommended to ensure a moisture content of less than 0.1%.
The melting temperature range is 210-280°C, with 245°C recommended. Mold temperatures should be between 25-70°C (mold temperature affects part gloss; lower
temperatures result in poorer gloss). Injection pressure should be maintained between 500-1000 bar, and injection speeds should be moderate to high.